
摘要:本文详细阐述了冲裁模具的构造、安装与调整过程。内容包括模具的组成部分、结构设计、安装步骤及注意事项,并重点介绍了模具的调整方法和技巧。通过本文,读者能够全面了解冲裁模具的安装调整过程,确保模具的精确度和稳定性,从而提高冲压生产效率和产品质量。
本文目录导读:
冲裁模是冲压工艺中的重要组成部分,其安装调整的准确性和精度直接影响到冲压生产的质量和效率,本文将详细介绍冲裁模的构造、安装及调整过程,以便相关人员更好地理解和掌握。
冲裁模构造
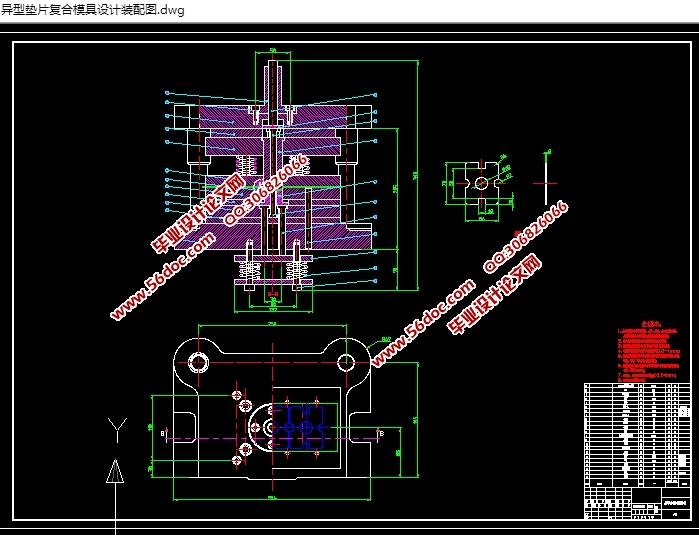
冲裁模构造主要由上模、下模、凸模、凹模、定位装置、卸料装置等部分组成,上模和下模是冲裁模的基础结构,凸模和凹模负责完成冲裁动作,定位装置确保冲压过程的精准定位,而卸料装置则负责冲裁后的废料排出。
冲裁模的安装
1、安装准备
在安装冲裁模前,需确保模具及相关设备清洁,无油污和杂质,检查冲压设备的状态,确保设备正常运行。
2、安装步骤
(1)确定上模和下模的安装位置,使用合适吊装工具将模具吊装到冲压设备的工作台上。
(2)使用压力机将上模和下模进行固定,确保模具紧固无松动。
(3)安装定位装置,确保冲压过程中的精准定位。
(4)安装卸料装置,确保废料顺利排出。
冲裁模的调整
1、调整前的准备
在调整冲裁模前,需检查各部件是否完好无损,特别是凸模和凹模的刃口是否锋利,了解冲压材料的性能,以便进行合理的调整。
2、调整步骤
(1)调整凸模和凹模的间隙,确保其冲裁力的合理分布,间隙过大或过小都会影响冲裁质量。

(2)调整定位装置,确保工件在冲压过程中的精准定位,定位不准确会导致冲裁尺寸超差或废品产生。
(3)调整卸料装置,确保废料顺利排出,若废料排出不畅,会导致模具堵塞,影响冲压生产。
(4)检查并调整模具各部分的紧固情况,确保模具在冲压过程中不会松动或移位。
注意事项
1、在安装和调整冲裁模时,需严格遵守操作规程,确保人员安全。
2、定期检查模具的状态,及时更换磨损严重的部件,以保证冲压生产的质量和效率。
3、注意模具的清洁,避免油污和杂质影响模具的性能和使用寿命。

4、在调整过程中,需充分考虑冲压材料的性能,以便进行合理的调整。
5、对于关键工序的冲裁模,可进行试冲,以便更好地评估和调整模具的性能。
6、在调整过程中,务必断开压力机的电源,避免意外伤害。
7、对于复杂的冲裁模,建议由专业人员进行安装和调整。
冲裁模的安装和调整是冲压生产中的关键环节,其精度和准确性直接影响到冲压生产的质量和效率,相关人员应熟练掌握冲裁模的构造、安装及调整方法,以确保冲压生产的顺利进行,本文提供的冲裁模构造安装调整详解,希望能为相关人员提供帮助和参考。
 京公网安备11000000000001号
京公网安备11000000000001号 京ICP备11000001号
京ICP备11000001号